





 扫一扫
扫一扫


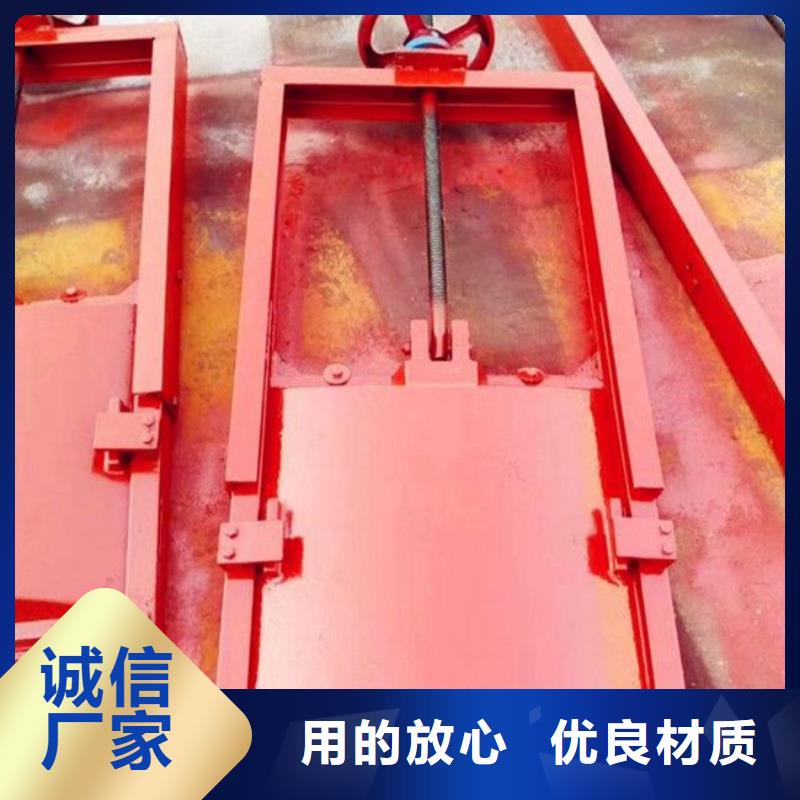
河畔水利机械厂是专业生产各种【浦东新铸铁闸门、】等专业性的企业。 经过数年来的不懈努力,厂家拥有了强大的【浦东新铸铁闸门、】生产开发技术队伍,并以优质的【浦东新铸铁闸门、】产品和诚信的服务赢得了用户的好评,在国内众多【浦东新铸铁闸门、】中脱颖而出。


1、闸门在启闭时应注意闸板的上、下极限位置,不能超限,以免损坏闸门或启闭机。
闸板是直接承受水压力的挡水构件,闸框是闸板四周的支承构件,同时也是闸板上下运动的滑道,滑道以外部分镶嵌于闸墩及闸底的二期混凝土中,将闸板所承受的水压力均匀地传递到闸墩及闸室底部。闸框迎水面四周与闸板框四周背水面接触处经机械精制、加工刨光后平直光滑、贴合严密,使结合面、止水面与运动滑道合三为一。在启闭机作用下,当闸门启闭运行时,紧闭斜铁和闸框滑道确保闸门的纵横运行轨迹,在水压力和紧闭斜铁的双重作用下,确保闸板运行平稳, 使闸板与闸框滑道紧密贴合,从而达到有效止水的目的。
2、闸门在启闭过程中如有异常情况应立即停止使用,及时检查修理。
3、闸门在关闭时距闸底10公分处,暂停2分钟,让激流冲净底门槽内杂物,然后再将闸门关闭。
3、方便使用(开关无需人工操作)
双向铸铁闸门如何安装:安装前可根据不同的闸门尺寸设计不同的预埋槽,规格一般为200*200MM,300*300MM,350*350MM,400*400MM等。安装时闸门和闸框一起起吊和安装,预埋槽内安置预埋铁以便于闸门的固定,当上述事宜均完成后,二次浇注预埋槽将预埋件预埋上。




铸铁闸门防腐处理质量检查
钢闸门防腐处理的每道工序完成后,必须进行严格的质量检查,合格后方可进行下一道工序的施工,检查标准为设计要求或规范规定。
4.1表面处理(喷砂)
一般喷砂处理后,表面清洁度达到Sa2.5级,可用对比照片检查;表面粗糙度数值达到40-70μm,用专用量具或样块检测。
涂层遍数与厚度
一般喷锌、喷防锈漆、喷面漆均分两遍完成,喷锌 遍完成总量的70-80%,第二遍完成20-30%,喷漆两遍各完成总量的一半。每遍喷涂应有一定重叠量,两遍喷涂喷束应垂直交叉覆盖。
3.6边角位置及拼接焊缝处的喷涂
为保证闸门边角位置的喷涂质量,在每层喷涂之前应先将这些位置喷涂两遍,然后对闸门全面喷涂。
闸门拼接位置必须在施工现场或安装就位后进行焊接,所以应在焊缝处各侧50mm范围内涂装焊接时不对焊缝质量产生不良影响的车间底漆,以免坡口生锈。焊接后,对焊缝区进行二次除锈与喷涂。


技术支持:cdlgp.com