为了让您更全面地了解我们的河北【当地】专业销售钢锚管-好评,我们精心制作了产品视频。我们将带您领略产品的非凡之处,让您对它有更深入的了解和认识。
以下是:河北【当地】专业销售钢锚管-好评的图文介绍

严禁在非焊接区域引弧,地线位置适当、河北附近连接牢固,以避免电弧擦伤。焊接时应采取防飞溅措施(如刷白灰等方法)。焊后应用不锈钢(不得采用碳钢)扁铲彻底清理熔渣和飞溅。
多层焊:多层焊时,层间熔渣必须清除干净。多层焊时,应控制层间温度,一般不得超过60℃。
焊缝:焊缝接头应修磨,焊缝表面不得有熔渣、河北当地气孔、河北当地咬边、河北附近飞溅、河北裂纹、河北本地未熔合、河北附近未焊透等缺陷,焊缝与母材应圆滑过渡,不得低于母材。
矫形:注浆管的矫形,应避免采用火焰加热方法,尤其不允许反复加热同一区域。矫形时,尽量采用机械装置,或用木锤(橡皮锤)或垫橡皮垫锤击,禁止用铁锤锤击,以避免损伤注浆管。


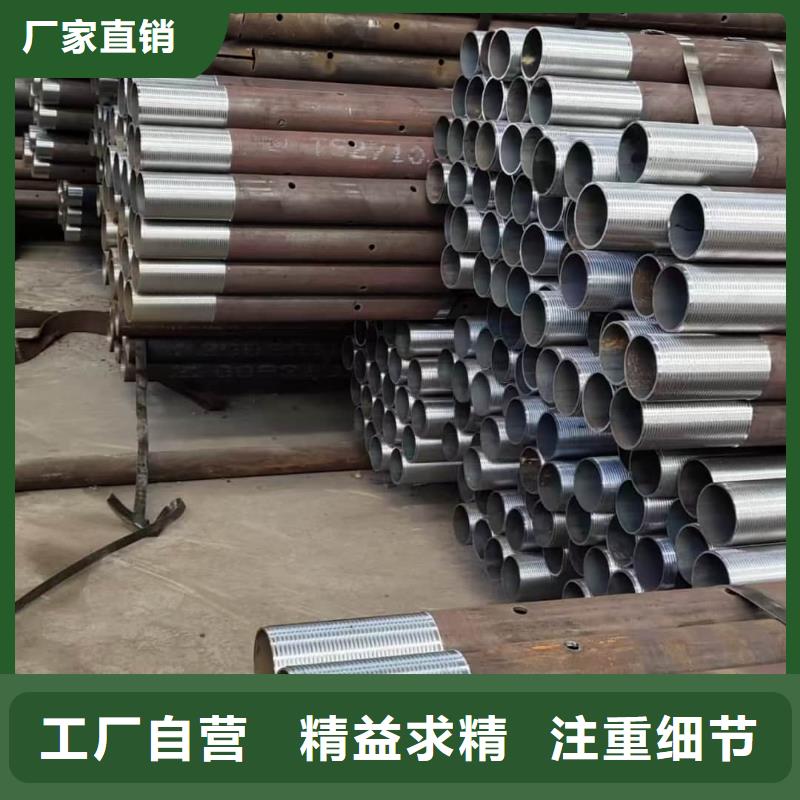
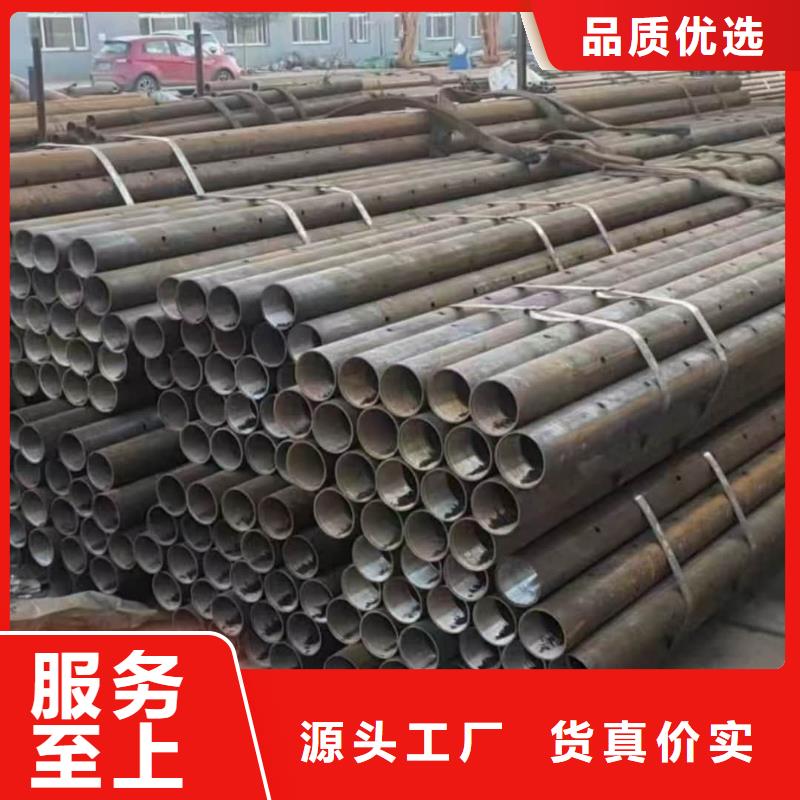
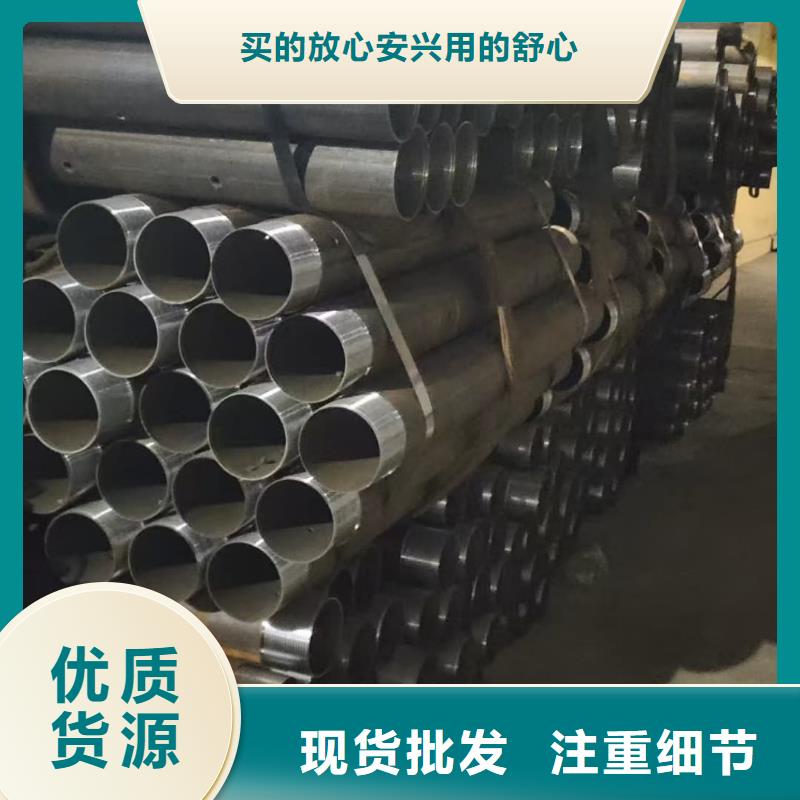
使用注浆管对桩基进行注浆,通常来讲,都是先根据桩基的实际长度,来安装和组合注浆管。桩侧注浆其实和对桩基整体注浆是一样的,只是说法不同。把安装好的注浆管绑定在钢筋笼里面,顶端连接上注浆机、河北注浆管末端连接注浆器。再开始注浆之前,先注入清水测试,看看有没出现注浆管渗水的现象,发现问题及时进行处理。
综合来讲,使用注浆管对桩侧注浆需要几根注浆管,其实取决于桩基的实际长度,然后根据桩基的实际长度来对注浆管进行组合安装。



注浆管的焊接
铆焊:注浆管在组对时,应避免强制组装,尤其避免火焰烤校装配。组对或制作过程如有临时采用等离子切割时,应采取隔离措施以避免割渣对其它注浆管的污染。切割后,工件上的割渣应清理干净。
焊接:注浆管焊接前必须认真清除油污、河北当地锈迹、河北附近灰尘等杂物。焊接时尽量采用氩弧焊接,采用手工电弧焊时应采用小电流、河北同城快速焊,避免摆动。严禁在非焊接区域引弧,地线位置适当、河北连接牢固,以避免电弧擦伤。焊接时应采取防飞溅措施(如刷白灰等方法)。焊后应用不锈钢(不得采用碳钢)扁铲彻底清理熔渣和飞溅。



天恒源钢铁有限公司拥有一批高素质的技术管理队伍以及【小口径无缝钢管、】完整的制造工艺,为客户打造出,节能,稳定,美观,实用的【小口径无缝钢管、】。高品质(天恒源钢铁有限公司家通过ISO9001质量体系,完善的售后回访制度,严格把关每一个细节,做到每个【小口径无缝钢管、】都在优化改进)高技术(天恒源钢铁有限公司坚持每年拿销售收入百分之十投入作为研发费用,与行业领头企业建立技术交流通道,不断吸收消化国际先进的【小口径无缝钢管、】技术)效率高(天恒源钢铁有限公司拥有十余台【小口径无缝钢管、】精加工设备,还有十余名行业技术人员,保证用短时间为客户做出质量好的【小口径无缝钢管、】产品)




 扫一扫
扫一扫